一、核心写作目标
三极管作为电子电路中应用最广泛的基础元器件之一,其检测能力是电子维修人员、质检工程师和电子爱好者的必修技能。市面上绝大多数检测教程停留于“万用表测PN结”的通用模式,忽略了不同场景下三极管检测的行业特性。本指南基于三极管在消费电子维修和工业控制两大核心场景的实测经验,从入门到进阶,系统讲解三极管好坏判断的完整流程,帮助读者独立完成元器件检测,同时规避操作中的安全风险和常见误区。
二、前置准备:工具、安全与基础认知
2.1 三极管检测核心工具介绍
基础款(新手必备) :数字万用表是检测三极管最基础的仪器。优先选择具备二极管档、hFE测试功能和电阻档的万用表(如Fluke 17B+、优利德UT61E等)。新手还需配备防静电手环和镊子,避免手触引脚导致静电损伤。对于消费电子维修场景,建议额外准备带夹头的测试线,方便在电路板上进行在路检测。-35
专业款(进阶检测) :批量检测或高精度场合需升级仪器。晶体管特性图示仪(如XJ4810、STD2000系列)可输出三极管的伏安特性曲线,直观显示放大区、饱和区、截止区的工作状态。-智能元器件测试仪(如LCR-T4、M328)能一键识别三极管类型、hFE、结电容等参数,适合维修台和批量质检。-44工业控制场景下,建议配备示波器捕捉开关波形的上升沿和下降沿,评估开关速度。-35
2.2 三极管检测安全注意事项
检测三极管必须遵守以下4条核心规范,重中之重:
断电操作优先:无论是从电路板上拆卸三极管还是在路检测,均须先切断电源并放电(特别是含大电容的电源板)。用万用表电压档确认无残余电压后再操作,防止短路烧毁万用表或损坏元器件。-44
静电防护必须到位:三极管PN结易被静电击穿。操作前触摸接地金属释放身体静电,建议佩戴防静电手环。不得用手直接触摸引脚——人体静电瞬间可达数千伏,远超三极管VEBO(通常5-7V)极限。
极性确认先行:焊接或更换前务必确认NPN/PNP类型及引脚排列(E/B/C)。混淆极性通电瞬间即可烧毁。
焊接温度严格把控:手工焊接温度控制在260-300℃,单次焊接不超过3秒。长时间加热可导致芯片热击穿或参数漂移。大功率三极管需配散热片进行测试。
2.3 三极管基础认知(适配精准检测)
三极管是电流控制型半导体器件,核心功能为电流放大和电子开关。其内部有两个PN结(发射结和集电结),通过基极电流IB控制集电极电流IC。-54
根据结构和极性,主要分为NPN型和PNP型。NPN管导通时电流从集电极流向发射极;PNP管反之。检测前必须明确管型——万用表二极管档的测量结果直接依赖于管型判断。-48
按功率场景可分为小信号三极管(耗散功率<1W,mA级电流,用于音频前级、传感器信号)和功率三极管(耗散功率≥1W,A级电流,用于电源、电机驱动)。-5在工业控制和消费电子中,S8050、2N3904、9013、9014等型号使用最为广泛,这几毛钱的小功率管构成了大量低成本控制电路的“心脏”。-12
三极管检测的关键参数包括:电流放大系数hFE(核心指标)、集电极-发射极击穿电压VCEO、饱和压降VCE(sat)、反向漏电流ICBO等。了解这些参数才能在检测中做出准确判断。-35
三、核心检测方法
3.1 外观目测检测法(新手快速初筛)
无需任何仪器,先用眼睛做第一关筛选。这是每个电子维修人员都应该掌握的基本功。
操作流程:
第一步,检查封装完整性。在充足光线下观察三极管外壳有无裂纹、烧焦痕迹或变形。工业控制电路中的功率管若表面有发黑痕迹,十有八九已烧毁。
第二步,检查引脚状态。引脚应无氧化、无断裂、无焊锡桥接。SMD贴片三极管引脚非常细小,需用放大镜仔细检查是否有虚焊或脱焊。
第三步,嗅闻异常气味。如果三极管有明显的烧焦味,内部芯片可能已击穿。
损坏特征判断标准:
封装有裂纹:可能因过流过热导致内部应力破坏
表面有焦痕:通常伴随集电极-发射极短路
引脚根部变色:长期高温工作导致焊点老化
行业注意要点:在潮湿环境(如厨房家电、户外设备)中使用的三极管,引脚氧化腐蚀风险较高,目测时应重点检查。-35
3.2 万用表检测三极管方法(新手重点掌握)
这是新手必须掌握的核心技能。万用表检测三极管分为三个步骤,共进行6次测量,每步都不能省。-54
步骤一:判别管型与基极
将万用表拨至二极管档(符号“→+▷”)。测量方法如下:
NPN型判断:红表笔固定接一个引脚,黑表笔依次碰触另外两个引脚。若两次均显示0.5-0.8V左右的压降(正向导通),则该引脚为基极B,管型为NPN。
PNP型判断:黑表笔固定接一个引脚,红表笔依次碰触另外两个引脚。若两次均显示压降,则该引脚为基极B,管型为PNP。
判断逻辑:红表笔通为NPN,黑表笔通为PNP。-48
步骤二:区分集电极C和发射极E
确定基极后,剩下两个引脚分别为C和E。区分方法是:用二极管档测量B-C结和B-E结的压降,压降稍大(通常0.02-0.05V差值)的一端为发射极E。这是因为发射极掺杂浓度高于集电极,正向压降略小。
步骤三:测量PN结正反向电阻
发射结检测:万用表拨至R×100或R×1k档。黑表笔接基极、红表笔接发射极(NPN正向)应显示较小电阻(几百至几千欧);表笔对调后应显示极大电阻(几百千欧以上)。PNP管正反向相反。-54
集电结检测:同理测量B-C结的正反向电阻。集电结的反向电阻正常也应极大。
集电极与发射极之间检测:测量C-E极间电阻,正常应为几百千欧至无穷大,不存在导通。若C-E间阻值极小或接近0,说明三极管已击穿短路。
六次测量结论:六次测量中——发射结正反向各一次、集电结正反向各一次、C-E间正反向各一次——全部正常才能判定三极管良好。任一次测量异常,该三极管即不能使用。-54
⚠️ 新手常见误区提醒:万用表电阻档检测三极管属于定性估测,对于hFE轻度衰减或漏电流增大的软故障可能漏判。-44若电路表现异常但万用表检测“正常”,需进入下一环节。
3.3 工业与消费电子专业仪器检测方法(进阶精准检测)
当万用表无法定位故障,或需要批量/高精度检测时,必须使用专业仪器。
方法一:hFE放大倍数测试
若万用表具备hFE插孔(通常标注“hFE”),将三极管按管型和引脚排列插入对应插孔,显示屏读数即当前hFE值。若hFE值小于20或远低于规格书标称值,说明三极管性能已严重衰减。-44
判断标准:轻度退化为hFE降至标称值80%以下;重度退化至60%以下,器件发热加剧,必须更换。-39
方法二:晶体管特性图示仪检测
这是最专业的检测手段。以XJ4810型为例:
接线步骤:将三极管插入图示仪测试座,选择正确的NPN/PNP类型和测试组态(通常选共发射极)。设置阶梯电流(基极驱动信号)、集电极扫描电压、Y轴偏转系数(Ic)和X轴偏转系数(Vce)。
读图判断:观察屏幕上的输出特性曲线族——正常的三极管曲线应平整、均匀,间距一致;击穿时曲线会明显上翘、聚合或形成垂直线;开路时无曲线输出;hFE衰减时曲线间距显著缩小。-
工业批量检测场景:工厂IQC来料检验使用SC2010分立器件测试系统,可对三极管的电流放大倍数、开关特性、V-I曲线进行全参数自动测量,确保符合设计规格。-
方法三:示波器在线动态检测
针对开关电源、电机驱动等动态应用场景,仅测静态参数不够。用示波器观察三极管在实际电路中的开关波形——正常开关管应在μs级完成导通/截止切换;上升沿/下降沿过缓说明驱动不足;波形振铃或畸变说明器件老化或电路匹配问题。-15
四、补充模块
4.1 消费电子与工业控制场景下不同类型三极管的检测重点
小信号三极管(如9013、9014、2N3904) :常见于消费电子音频放大、传感器信号调理。检测重点在于hFE放大倍数和噪声系数。噪声过大会导致音频嘶嘶声或传感器信号跳动。万用表hFE档测量即可,正反向PN结压降应严格在0.5-0.8V之间。-5
功率三极管(如TIP31C、2SD2150) :用于电源、电机驱动、大功率LED驱动。检测重点为饱和压降VCE(sat)和散热能力。检测时必须加装散热片,通电后监测温升。若温度急剧上升而电流不匹配,说明热稳定性变差。工业场景下需确保留有20%以上参数冗余。-6-5
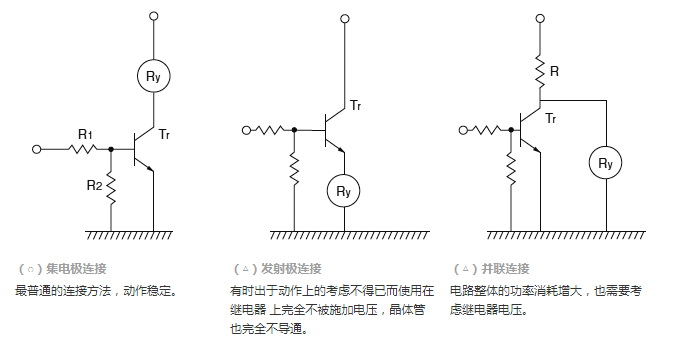
开关三极管(如S8050、8550) :工业控制、继电器驱动的主力。检测重点为开关速度和饱和导通条件。VCE(sat)应≤0.3V,否则处于放大区,功耗剧增。-12可利用搭建简易电路测试:用LED+电阻接集电极,基极加限流电阻接高电平,观察LED能否可靠亮灭。-44
汽车级三极管:需满足AEC-Q101车规认证,工作温度-40℃至150℃,检测时需在宽温范围内验证参数稳定性。-
4.2 三极管检测常见误区(避坑指南)
误区一:六次测量只要两次导通就是好的 ✗
正确:必须六次测量全部正常才能判定三极管良好,任何一次异常即说明损坏。-54误区二:万用表检测“正常”就意味着器件完美 ✗
万用表只能定性估测PN结好坏,对hFE衰减、漏电流增大等软故障可能漏判。-44误区三:忽略下拉电阻导致误判三极管导通状态 ✗
在工业EMC干扰环境下,无下拉电阻的三极管基极可能因感应电压而意外导通,表现为“三极管坏了关不断”,实际是电路设计缺陷。-60误区四:工业场景不预留参数冗余 ✗
工业/汽车场景应在功率、电流、耐压上预留20%以上冗余。按典型值而非最小值设计,温度变化时可能退出饱和区。-12-5误区五:静电防护忽视,徒手摸引脚 ✗
人体静电足以击穿三极管PN结。每次操作前务必释放静电,这是最基本的防护规范。
4.3 三极管失效典型案例(实操参考)
案例一:工业继电器驱动板批量故障——基极驱动不足导致开关管烧毁
某工厂自动化设备中,PLC输出信号驱动S8050控制继电器线圈。设备运行一段时间后,多块驱动板上的三极管陆续烧毁。经排查发现,工程师在设计基极限流电阻时使用了β=150的典型值,而实际器件批次β最小值仅为70。基极电流不足导致三极管无法进入深饱和区,VCE维持在3-5V,功率高达数百毫瓦,最终热击穿。-12
解决方案:重新计算基极限流电阻,按IB ≥ IC(sat)/β_min×3的原则选择,确保在最差条件下三极管仍处于饱和状态。增加续流二极管吸收继电器线圈反电动势。-12-6
案例二:家电主板无输出——9015 C-E击穿导致电路失效
一台晶体管测试仪出现功能故障,用户排查发现9015三极管的C-E击穿短路,更换后仪器恢复正常。击穿原因推断为电源上电时的浪涌电流或感性负载关断反电动势超出VCEO额定值。-62
案例三:车载摄像头成像异常——高温导致小信号三极管hFE漂移
某车载摄像头在高温环境下成像质量下降、画面抖动。经检测发现,用于信号放大的小信号三极管在70℃环境中hFE下降超过30%,导致放大增益不足。-39排查时用热风枪模拟工作温度,发现Vbe变化率超过2.5mV/℃。更换为带温度补偿的偏置方案或车规级低漂移型号后问题解决。-39
五、结尾
5.1 三极管检测核心(消费电子与工业控制高效排查策略)
三极管检测可按“目测初筛→万用表六次测量→专业仪器精测”三级策略执行:
第一级(所有场景必做) :外观目测,快速淘汰明显损坏器件
第二级(新手核心) :万用表六次测量+管型引脚判别,覆盖85%以上的硬故障
第三级(进阶场景) :hFE测试、图示仪曲线分析、示波器动态检测,定位软故障和性能退化
工业控制场景建议路径:外观检查→万用表PN结检测→hFE测试→图示仪曲线确认→示波器验证开关波形
消费电子维修场景建议路径:外观检查→万用表六次测量→替换验证(简单直接)
掌握“测量三极管好坏六步法”和“万用表检测三极管完整流程”,无论面对哪种场景,都能独立、准确地完成元器件判断。
5.2 三极管检测价值延伸(维护与采购建议)
日常维护建议:
工业控制设备中的三极管建议每6-12个月进行一次参数复测(hFE、漏电流),提前发现老化趋势
散热设计必须到位——功率三极管功耗大于数百毫瓦时,散热铜箔或散热器必不可少-6
长期高温工作的设备,需关注三极管的降额使用:实际工作电压、电流和功耗建议低于额定值的50%-80%-6
采购建议:
消费电子维修:备存常用型号(S8050、9013、9014、8550、2N3904),价格低廉(0.02-0.10元/颗),无需过度追求品牌
工业控制维修:选择有质量保障的供应商,关注批次一致性和长期稳定性-6
汽车电子维修:必须采购通过AEC-Q101认证的车规级三极管,切勿用消费级替代——工作温度范围、寿命和可靠性差异巨大-
5.3 互动交流(分享你的三极管检测难题)
你在日常维修或质检工作中,是否遇到过“万用表测出来正常,但上机就不行”的三极管软故障?在工业控制设备中,是否碰到过热导致的三极管参数漂移问题?欢迎在评论区分享你的检测难题和解决经验。
更多电子元器件检测干货持续更新中,关注后第一时间获取!
 扫一扫微信交流
扫一扫微信交流